螺栓球檢驗批質量驗收記錄表格示例——
螺栓球檢驗批質量驗收記錄表格填寫說明——
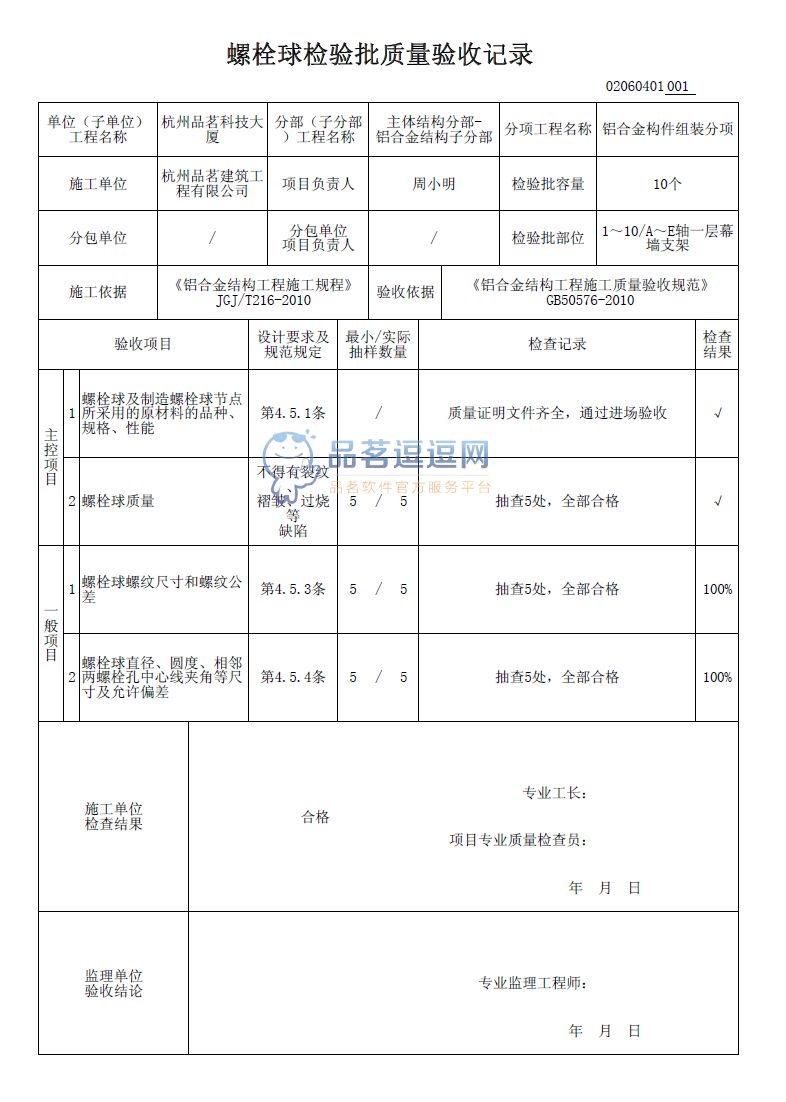
【規范名稱及編號 】 《鋁合金結構工程施工質量驗收規范》 (GB50576-2010)
【條文摘錄】
4.5 螺栓球
主 控 項 目
4.5.1 螺栓球及制造螺栓球節點所采用的原材料,其品種、規格、性能等應符合國家現行產品標準和設計要求。
檢查數量: 全數檢查。
檢驗方法: 檢查產品的質量合格證明文件、標識及檢驗報告等。
4.5.2 螺栓球不得有裂紋、褶皺、過燒等缺陷。
檢查數量: 每種規格抽查5%,且不應少于5只。
檢驗方法: 用10倍放大鏡觀察和表面探傷。
一 般 項 目
4.5.3 螺栓球螺紋尺寸應符合現行國家標準《普通螺紋基本尺寸》GB/T196中粗牙螺紋的規定,螺紋公差必須符合現行國家標準《普通螺紋公差與配合》GB/T197中6H級精度的規定。
檢查數量: 每種規格抽查5%,且不應少于5只。
檢驗方法: 用標準螺紋規。
4.5.4 螺栓球直徑、圓度、相鄰兩螺栓孔中心線夾角等尺寸及允許偏差應符合本規范的規定。
檢查數量: 每一種規格按數量抽查5%,且不應少于3個。
檢驗方法: 用卡尺和分度頭儀檢查。