2018一級建造師《機電工程管理與實務》考點part2
1H410000機電工程技術
1H413000工業機電工程安裝技術
1H413010機械設備安裝技術
單、多選;2014-2016案例
機械設備安裝技術
機械設備安裝程序
機械設備安裝的方法
機械設備安裝的精度控制要求
了解設備基礎的種類及應用【重要】
|
按基礎
材料不同
|
素混凝土基礎
|
適用于承受載荷較小、變形不大的設備基礎
|
|
鋼筋混凝土基礎
|
適用于承受載荷較大、變形較大的設備基礎
|
|
墊層基礎
|
適用于允許產生沉降的結構,如,大型儲罐
|
|
按埋置
深度不同
|
淺基礎
|
擴展基礎
|
|
|
聯合基礎
|
適用于底面積受限
地基承載力較低位移控制嚴格的大型動力設備,如,軋機
|
|
獨立基礎
|
配置于上部設備之下的無筋或有筋的整體基礎形式
|
|
深基礎
|
樁基礎
|
需要控制沉降的大型設備
如,透平壓縮機汽輪發電機組
|
|
沉井基礎
|
|
擴展基礎示意圖

如,某山區風機基礎,屬于擴展基礎也是減震基礎
獨立基礎示意圖
獨立基礎又稱之為柱下獨立基礎
獨立基礎如果坐落在幾個軸線交點上承載幾個獨立柱,稱聯合獨立基礎。


(a)獨立基礎
(b)聯合獨立基礎
續上頁
|
按結構形式不同
|
大塊式基礎
|
以鋼筋混凝土為主要材料
剛度很大的塊體基礎
|
|
箱式基礎
|
|
|
框架式基礎
|
適用于電機、壓縮機設備
|
|
按使用功能不同
|
減振基礎
|
|
|
絕熱層基礎
|
在基礎底部設隔熱層
|
設備基礎施工質量驗收內容
①設備基礎混凝土強度
②設備基礎位置和尺寸
③預埋地腳螺栓
設備基礎混凝土強度的驗收要求 (2009多選、2011案例分析)
(1)基礎施工單位應提供設備基礎質量合格證明文件,主要檢查驗收①混凝土配合比②混凝土養護③混凝土強度是否符合設計要求;如果對設備基礎的強度有懷疑時,可請有檢測資質的工程檢測單位,采用回彈法或鉆芯法等對基礎的強度進行復測。
(2)重要的設備基礎應用重錘做預壓強度試驗,應預壓合格并有預壓沉降詳細記錄。
設備基礎位置和尺寸的主要檢查項目(外觀檢查內容是干擾項):基礎的坐標位置;不同平面的標高;平面外形尺寸;凸臺上平面外形尺寸;凹穴尺寸;平面的水平度;基礎的垂直度;
預埋地腳螺栓的——①標高②中心距③位置④露出基礎的長度;
預埋地腳螺栓孔的——中心位置、深度和孔壁垂直度;
預埋活動地腳螺栓錨板的——標高、中心線位置、帶槽錨板和帶螺紋孔錨板的水平度等。
預埋地腳螺栓的驗收要求
T形頭地腳螺栓與基礎板應按規格配套使用。T形頭地腳螺栓屬于活動性地腳螺栓。(參見機械設備固定方法 )安裝脹錨地腳螺栓的基礎混凝土強度不得小于10MPa。
機械設備安裝一般程序(2015案例)
開箱檢查→基礎測量放線→基礎檢查驗收→墊鐵設置→吊裝就位→安裝精度調整與檢測→設備固定與灌漿→零部件裝配→潤滑與設備加油→試運轉
【提示】掌握機械安裝的一般施工程序,選擇和案例都可能考查,先后順序是重點。
關于基礎測量放線
問題:
在機械設備就位前,安裝單位直接按土建移交的標高線進行了基礎劃線(放線),是否正確?理由?
【知識點原文】機械設備就位前,應按工藝布置圖并依據相關建筑物軸線、邊緣線、標高線,劃定設備安裝的基準線和基準點。基準線和基準點通常由專門的測量人員用測量儀器按測量規程設定,所有設備安裝的平面位置和標高,應以確定的基準線和基準點為基準進行測量。
在機械設備就位前,安裝單位直接按土建移交的標高線進行了基礎劃線(放線),是否正確?理由?
答:不正確。理由是:所有設備安裝的平面位置和標高,應以確定的基準線和基準點為基準進行測量,設備安裝單位應對土建移交的標高線進行復核檢查,并且應按工藝布置圖以及相關建筑物軸線、邊緣線進行基礎劃線,單獨的標高線不能滿足基礎劃線(放線)的需求。
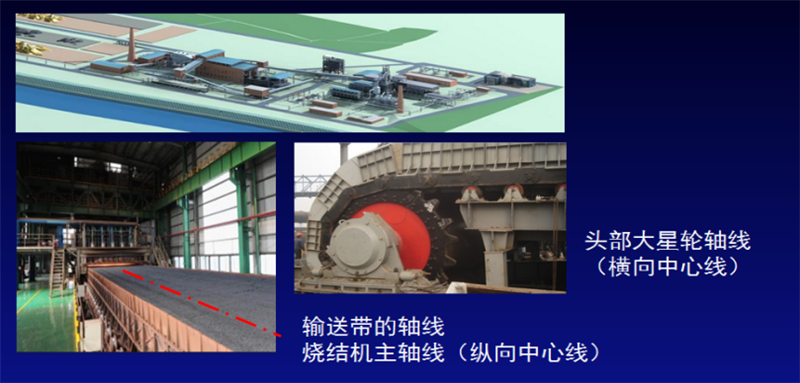
生產線的縱、橫向中心線以及主要設備的中心線應埋設永久性中心線標板,主要設備旁應埋設永久性標高基準點,使安裝過程和生產維修均有可靠的依據;
例如:燒結機的主軸線(縱向中心線)
頭部大星輪軸線(橫向中心線)。
墊鐵設置
墊鐵的作用
(1)找正調平設備(達到設計或規范要求的標高和水平度)
(2)把①設備重量②工作載荷③擰緊地腳螺栓產生的預緊力均勻的傳遞到基礎
安裝精度調整與檢測
關于形狀誤差和位置誤差
形狀(自身的)精度(誤差):水平度、圓柱度
位置精度(相對的):平行度、垂直度、同軸度等
所有位置精度項和部分形狀精度項,涉及——①誤差分析②尺寸鏈原理③精密測量技術
設備固定與灌漿
設備灌漿分為一次灌漿和二次灌漿。一次灌漿是在設備粗找正后,對地腳螺栓孔進行的灌漿。二次灌漿是在設備精找正后,對設備底座和基礎間進行的灌漿。
機械設備安裝的分類與精度要求
閱讀了解
|
機械設備
安裝分類
|
精度要求
|
|
整體式安裝
|
整體安裝的關鍵在于設備的定位位置精度
和各設備間相互位置精度的保證。
|
|
解體式安裝
|
不僅要保證設備的定位位置精度和各設備間相互位置精度,還必須再現制造、裝配的精度,
達到制造廠的標準,保證其安裝精度要求。
|
|
模塊化安裝
|
除保證組裝的精度外,
還要保證其安裝精度要求,同時達到制造廠的標準。
|
機械設備典型零部件安裝【重要】
典型零部件安裝是機械設備安裝方法的重要組成部分,它包括——輪系(如,齒輪)裝配及變速器安裝,聯軸器安裝,滑動軸承和滾動軸承安裝,軸和套熱(冷)裝配,液壓元件安裝,氣壓元件安裝,液壓潤滑管路安裝等。
齒輪裝配要求
1.齒輪裝配時,齒輪基準面端面與軸肩或定位套端面應靠緊貼合,用0.05mm塞尺檢查不應塞入;
基準端面與軸線的垂直度應符合傳動要求。
【相關知識解釋】
什么是軸肩:軸肩是階梯軸上截面尺寸變化的部位。按其作用有定位軸肩和過渡軸肩。


相互嚙合的圓柱齒輪副的軸向錯位,應符合下列規定:
(1)齒寬B≤100mm時,軸向錯位應≤5%B;
(2)齒寬B>100mm時,軸向錯位應≤5mm。
圖為直齒圓柱齒輪(外嚙合)
【題型·單選】相互嚙合的圓柱齒輪副的軸向錯位與( )有關。
A.圓柱齒輪的長度
B.齒寬
C.嚙合的緊密度
D.圓柱的直徑
【答案】B
用壓鉛法檢查齒輪嚙合間隙時——鉛絲直徑不宜超過間隙的3倍,鉛絲的長度不應小于5個齒距,
沿齒寬方向應均勻放置至少2根鉛絲。

用著色法檢查傳動齒輪嚙合的接觸斑點,應符合下列要求:
(1)應將顏色涂在小齒輪上(或蝸輪上),在輕微制動下,用小齒輪驅動大齒輪,使大齒輪轉動3~4轉。
(2)圓柱齒輪和蝸輪的接觸斑點,應趨于齒側面中部;圓錐齒輪的接觸斑點,應趨于齒側面的中部并接近小端;齒頂和齒端棱邊不應有接觸。
(3)傳動齒輪嚙合接觸斑點的百分率計算值應符合《機械設備安裝工程施工及驗收通用規范》GB50231—2009的規定。
(4)可逆轉的齒輪副,齒的兩面均應檢查。
圓柱齒輪和蝸輪的接觸斑點,應趨于齒側面中部;
圓錐齒輪的接觸斑點,應趨于齒側面的中部并接近小端;

聯軸器裝配要求
聯軸器裝配時,兩軸心徑向位移、兩軸線傾斜和端面間隙的測量方法,應符合下列要求:……
也就是說聯軸器裝配時,要對兩軸心徑向位移、兩軸線傾斜和端面間隙進行測量
【例題·多選】電機與減速機聯軸器找正時,需測量的參數包括( )。【2016】
A.徑向間隙
B.兩軸心徑向位移
C.端面間隙
D.兩軸線傾斜
E.聯軸器外徑
【答案】BCD
軸承裝配要求
滑動軸承裝配
滑動軸承裝配需要檢查——接觸質量、軸頸和軸瓦的側間隙、頂間隙
① 背與軸承座孔的接觸
② 下軸瓦中分面的接合
③ 瓦內孔與軸頸的接觸點數
(1)……
對于厚壁軸瓦,在未擰緊螺栓時,用0.05mm塞尺從外側檢查上下軸瓦接合面,任何部位塞入深度應不大于接合面寬度的1/3; 對于薄壁軸瓦,在裝配后,在中分面處用0.02mm塞尺檢查,不應塞入。薄壁軸瓦的接觸面不宜研刮。
(2)軸頸與軸瓦的側間隙可用塞尺檢查,單側間隙應為頂間隙的1/2~1/3。軸頸與軸瓦的頂間隙可用壓鉛法檢查,鉛絲直徑不宜大于頂間隙的3倍;
滾動軸承裝配
閱讀了解
滾動軸承裝配方法有壓裝法和溫差法兩種。采用溫差法裝配時,應均勻地改變軸承的溫度,軸承的加熱溫度不應高于120℃,冷卻溫度不應低于-80℃。
機械設備固定方式
設備與基礎的固定方式主要采用地腳螺栓連接,通過調整墊鐵將設備找正調平,然后灌漿將設備固定在設備基礎上。
(一)地腳螺栓
固定地腳螺栓、活動地腳螺栓、脹錨地腳螺栓和粘接地腳螺栓。
1.固定地腳螺栓又稱為短地腳螺栓,它與基礎澆灌在一起,用來固定沒有強烈振動和沖擊的設備。如直鉤螺栓、彎鉤螺栓、彎折螺栓、U形螺栓、爪式螺栓、錨板螺栓等。
2.活動地腳螺栓又稱長地腳螺栓,是一種可拆卸的地腳螺栓,用于固定工作時有強烈振動和沖擊的重型機械設備。如T形頭螺栓、擰入式螺栓、對擰式螺栓等。
3.部分靜置的簡單設備或輔助設備有時采用脹錨地腳螺栓的連接方式。
機械設備安裝精度
設備安裝精度是指——安裝過程中為保證整套裝置正確聯動所需的各獨立設備之間的①位置精度;單臺設備通過合理的安裝工藝和調整方法能夠重視的②制造精度;整臺(套)設備在使用中的③運行精度等三個方面的精度。
影響設備安裝精度的因素【必會】
|
設備基礎因素
|
強度不夠、沉降不均勻、抗震性能不足
|
|
墊鐵
|
不平整、接觸不好
|
|
設備灌漿
|
灌漿不密實、強度不夠
|
|
地腳螺栓因素
|
地腳螺栓安裝的垂直度和緊固力
|
|
設備制造及裝配因素
|
加工精度、裝配精度、安裝精度
|
|
測量誤差
|
略
|
|
環境因素
|
略
|
【例題·應用題】設備試運行結束后發現設備基礎有細小裂紋經進一步檢測,是因為墊鐵錯位造成,問:造成墊鐵錯位的主要原因
答:造成墊鐵錯位的主要原因有——(1)墊鐵不平穩、接觸質量不好;(2)墊鐵沒有進行定位焊(點焊);(3)二次灌漿不密實、強度沒有達到要求;
【提示】重點掌握設備基礎混凝土強度檢查驗收、墊鐵設置以及預埋地腳螺栓檢查驗收,其中要注意區分地腳螺栓預留孔與直埋地腳螺栓的要求。
解體設備的裝配精度
解體設備的裝配精度將直接影響設備的運行質量,包括①各運動部件之間的相對運動精度②配合面之間的配合精度③接觸質量
現場組裝大型設備各運動部件之間的相對運動精度包括——①直線運動精度②圓周運動精度③傳動精度等。
【從題型掌握知識點】
【例題· 多選】設備安裝允許有一定的偏差,需合理確定偏差及方向,當技術文件無規定時,確定的原則是( )。
A.有利于抵消摩擦面間油膜的影響
B.有利于抵消過大的安裝累積誤差的影響 ——屬于修配法的內容
C.有利于抵消設備附屬件安裝后重量的影響
D.有利于抵消零部件磨損的影響 (不是摩擦)
E.有利于抵消設備運轉時產生作用力的影響
【答案】ACDE
設備安裝偏差方向的控制【重要】
補償溫度變化所引起的偏差,例如:汽輪機、干燥機、發電機、鼓風機、電動機這類機組的聯軸器裝配定心時,應考慮溫差的影響,控制安裝偏差的方向。調整兩軸心徑向位移時,汽輪機、干燥機(運行中溫度高)應低于發電機、鼓風機、電動機(運行溫度低的);調整兩軸線傾斜時,上部間隙小于下部間隙;調整兩端面間隙時選擇較大值。
1H413010機械設備安裝技術
【例題1·單選】當地基承載力較低、設備底面積受限時優先考慮( )地基形式。
A.墻式基礎
B.構架式基礎
C.聯合基礎
D.獨立基礎
【答案】C
【例題2·單選】設備安裝前,應根據規范對設備基礎的( )進行復驗驗收。
A.混凝土配合比
B.位置和幾何尺寸
C.混泥土養護
D.混凝土強度
【答案】B
【例題3·單選】設備安裝時,所有設備安裝的平面位置和標高,均應以( )為基準進行測量。
A.車間的實際位置和標高
B.設備的實際幾何尺寸
C.全廠確定的基準線和基準點
D.土建交付安裝的中心線和標高
【答案】C
【例題4·單選】齒輪裝配時,下列說法正確的是( )。
A.齒輪的端面與軸肩應緊靠貼合
B.基準端面與定位套的同軸度應符合傳動要求
C.用0.1㎜塞尺不應塞入
D.基準端面與軸線的垂直度應符合傳動要求
E.壓鉛法檢測齒輪嚙合間隙,鉛絲直徑不宜超過間隙的3倍
【答案】DE
【解析】選項A,應該是齒輪的基準端面,少基準二字;選項B,沒有這一條內容;選項C應該是0.05㎜塞尺。
【例題5·單選】以下誤差形態屬于被測實際要素對其理想要素的變動量的誤差是( )。
A.平行度
B.垂直度
C.直線度
D.同軸度
【答案】C
【解析】被測實際要素對其理想要素的變動量的誤差是形狀誤差,選項C屬于形狀誤差。選項ABD屬于位置誤差。