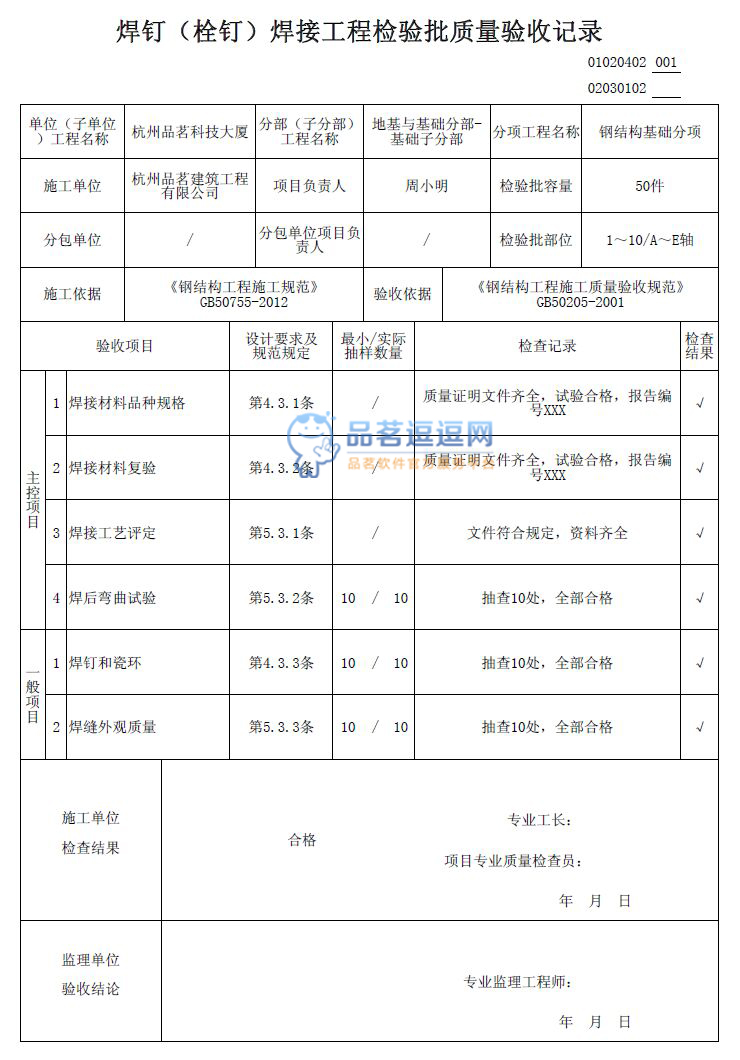
焊釘(栓釘)焊接工程檢驗批質量驗收記錄表格示例——
焊釘(栓釘)焊接工程檢驗批質量驗收記錄表格填寫說明——
【規范名稱及編號】 《鋼結構工程施工質量驗收規范》(GB50205-2001)
【條文摘錄】
摘錄一:
5.1.2 鋼結構焊接工程可按相應的鋼結構制作或安裝工程檢驗批的劃分原則劃分為一個或若干個檢驗批。
摘錄二:
4.3 焊接材料
主控項目
4.3.1 焊接材料的品種、規格、性能等應符合現行國家產品標準和設計要求。
檢查數量: 全數檢查
檢驗方法: 檢查焊接材料的質量合格證明文件、中文標志及檢驗報告等。
4.3.2 重要鋼結構采用的焊接材料應進行抽樣復驗,復驗結果應符合現行國家產品標準和設計要求。
檢查數量: 全數檢查。
檢驗方法: 檢查復驗報告。
一般項目
4.3.3 焊釘及焊接瓷環的規格、尺寸及偏差應符合現行國家標準《圓柱頭焊釘》GB10433中的規定。
檢查數量: 按量抽查1%,且不應少于10套。
檢驗方法: 用鋼尺和游標卡尺量測。
5.3 焊釘(栓釘)焊接工程
主控項目
5.3.1 施工單位對其采用的焊釘和鋼材焊接應進行焊接工藝評定,其結果應符合設計要求和國家現行有關標準的規定。瓷環應按其產品說明書進行烘焙。
檢查數量: 全數檢查
檢驗方法: 檢查焊接工藝評定報告和烘焙記錄。
5.3.2 焊釘焊接后應進行彎曲試驗檢查,其焊縫和熱影響區不應有肉眼可見的裂紋。
檢查數量: 每批同類構件抽查10%,且不應少于10件;被抽查構件中,每件檢查焊釘數量的1%,但不應少于1個。
檢驗方法: 焊釘彎曲30o后用角尺檢查和觀察檢查。
一般項目
5.3.3 焊釘根部焊腳應均勻,焊腳立面的局部未熔合或不足360o的焊腳應進行修補。
檢查數量: 按總焊釘數量抽查1%,且不應少于10個。
檢驗方法: 觀察檢查。