鋁合金構件組裝工程檢驗批質量驗收記錄填寫范例
鋁合金構件組裝工程檢驗批質量驗收記錄填寫說明
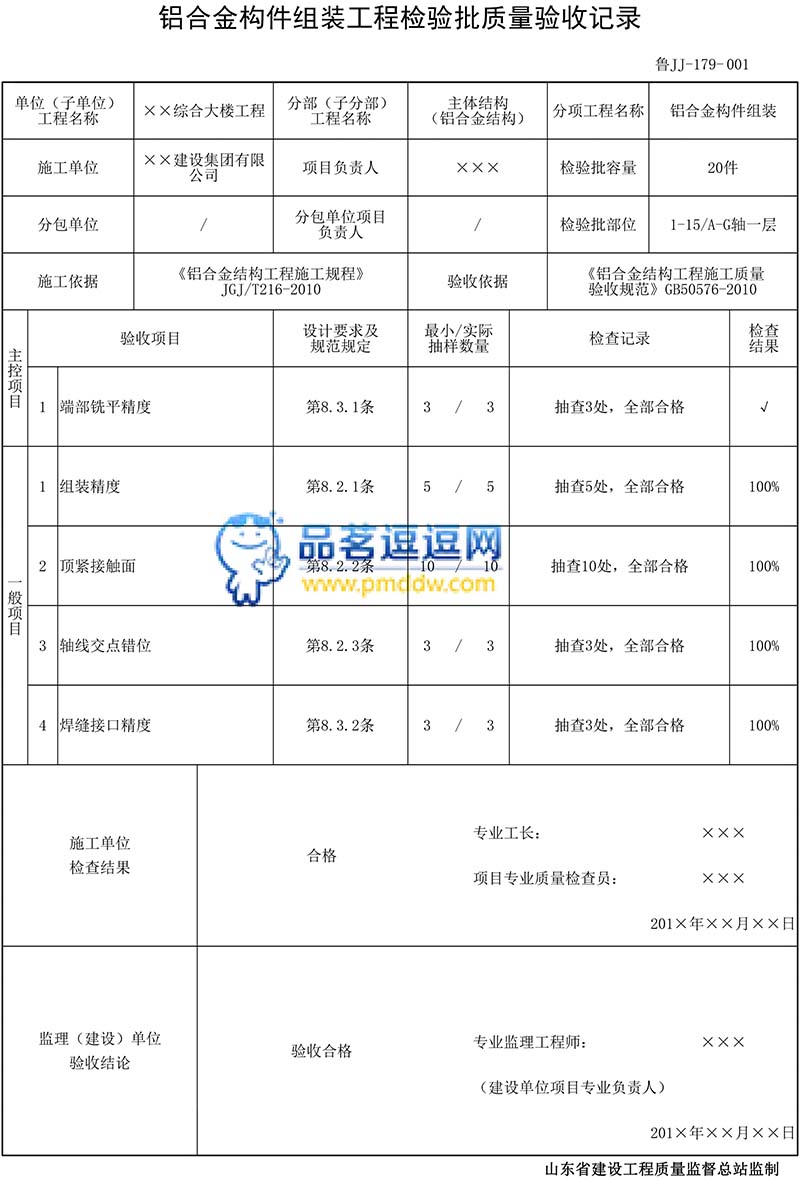
主控項目
1.端部銑平的允許偏差應符合表8.3.1的規定。
檢查數量:按銑平面數量抽查10%,且不應少于3個。
檢驗方法:用鋼尺、角尺、塞尺等檢查。
表8.3.1 ?端部銑平的允許偏差(mm)
|
檢查項目
|
允許偏差
|
|
兩端銑平時構件長度
|
±1.0
|
|
兩端銑平時零件長度
|
±0.5
|
|
銑平面的平面度
|
0.3
|
|
銑平面對軸線的垂直度
|
L/1500
|
注:L為銑平面邊長。
一般項目
1.單元件組裝的允許偏差應符合《鋁合金結構工程施工質量驗收規范》GB50576表C.0.1的規定。
檢查數量:按單元組件的10%抽查,且不應少于5個。
檢驗方法:見《鋁合金結構工程施工質量驗收規范》GB50576表C.0.1。
2.頂緊接觸面應有75%以上的面積緊貼。
檢查數量:按接觸面的數量抽查10%,且不應少于10個。
檢驗方法:0.3mm塞尺檢查,其塞入的面積應小于25%,邊緣間隙不應大于0.8mm。
3.桁架結構桿件軸線交點錯位允許偏差不得大于3.0mm。
檢查數量:按構件數抽查10%,且不應少于3個,每個抽查構件按節點數抽查10%,且不應少于3個節點。
檢驗方法:尺量檢查。
4.安裝焊縫坡口的允許偏差應符合表8.3.2的規定。
檢查數量:按坡口數量抽查10%,且不少于3條。
檢驗方法:用焊縫量規檢查。
表8.3.2 ?安裝焊縫坡口的允許偏差
|
檢查項目
|
允許偏差
|
|
坡口角度
|
±5°
|
|
鈍邊
|
±0.5mm
|
?