鋁合金零部件加工工程檢驗批質量驗收記錄填寫范例
鋁合金零部件加工工程檢驗批質量驗收記錄填寫說明
主控項目
????1.鋁合金材料的品種、規格、性能等應符合國家現行有關標準和設計要求。
????檢查數量:全數檢查。
????檢驗方法:檢查質量合格證明文件、標識及檢驗報告等。
????2.對屬于下列情況之一的鋁合金材料,應進行抽樣復驗,其復驗結果應符合國家現行有關產品標準和設計要求:
????1)建筑結構安全等級為一級,鋁合金主體結構中主要受力構件所采用的鋁合金材料。
????2)設計有復驗要求的鋁合金材料。
????3)對質量有疑義的鋁合金材料。
????檢查數量:全數檢查。
????檢驗方法:檢查復驗報告。
????3.鋁合金零部件切割面或剪切面應無裂紋、夾渣和大于0.5mm的缺棱。
????檢查數量:全數檢查。
????檢驗方法:觀察或用放大鏡及百分尺檢查。
????4.鋁合金零部件,按設計要求需要進行邊緣加工時,其刨削量不應小于1.0mm。
????檢查數量:全數檢查。
????檢驗方法:檢查工藝報告和施工紀錄。
????5.螺栓球、轂成型后,不應有裂紋、褶皺、過燒等缺陷。
????檢查數量:每種規格抽查10%,且不應少于5個。
????檢驗方法:10倍放大鏡觀察或表面探傷。
????鋁合金板壓制成半圓球后,表面不應有裂紋、褶皺等缺陷;焊接球其對應坡口應采用機械加工,對接焊縫表面應打磨平整。
????檢查數量:每種規格抽查10%,且不應少于5個。
????檢驗方法:10倍放大鏡觀察檢查或表面探傷。
????6.A、B級螺栓孔(Ⅰ類孔)應具有H12的精度,孔壁表面粗糙度Ra不應大于12.5μm。A、B級螺栓孔徑的允許偏差應符合表7.5.1-1的規定。C級螺栓孔(Ⅱ類孔),孔壁表面粗糙度Ra不應大于25.0μm,其允許偏差應符合表7.5.1-2的規定。
????檢查數量:按構件數量抽查10%,且不應少于3件。
????檢驗方法:用游標卡尺或孔徑量規、粗糙度儀檢查。
表7.5.1-1 ?A、B級螺栓孔徑的允許偏差(mm)
|
序號
|
螺栓公稱直徑、螺栓孔直徑
|
螺栓公稱直徑允許偏差
|
螺栓孔直徑允許偏差
|
|
1
|
10~18
|
0.00
-0.18
|
+0.18
0.00
|
|
2
|
18~30
|
0.00
-0.21
|
+0.21
0.00
|
|
3
|
30~50
|
0.00
-0.25
|
+0.25
0.00
|
表7.5.1-2 ?C級螺栓孔的允許偏差(mm)
|
檢查項目
|
允許偏差
|
|
直徑
|
+1.00
0.00
|
|
圓度
|
1.00
|
|
垂直度
|
0.03t,且不大于1.50
|
????注:t為厚度。
????7.鋁合金零部件槽口尺寸(圖7.6.1)的允許偏差應符合表7.6.1的規定。
????檢查數量:按槽口數量10%,且不應小于3處。
????檢查方法:游標卡尺和卡尺。
?
圖7.6.1 ?鋁合金零部件槽口圖
表7.6.1 ?槽口尺寸的允許偏差(mm)
|
項目
|
A
|
B
|
C
|
|
允許偏差
|
+0.5
0.0
|
+0.5
0.0
|
±0.5
|
????8.鋁合金零部件豁口尺寸(圖7.6.2)的允許偏差應符合表7.6.2的規定。
????檢查數量:按豁口數量10%,且不應小于3處。
????檢查方法:游標卡尺和卡尺。
?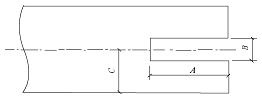
圖7.6.2 ?鋁合金零部件豁口圖
表7.6.2 ?豁口尺寸的允許偏差(mm)
|
項目
|
A
|
B
|
C
|
|
允許偏差
|
+0.5
0.0
|
+0.5
0.0
|
±0.5
|
????9.鋁合金零部件榫頭尺寸(圖7.6.3)的允許偏差應符合表7.6.3的規定。
????檢查數量:按榫頭數量10%,且不應小于3處。
????檢查方法:游標卡尺和卡尺。
?
圖7.6.3 ?鋁合金零部件榫頭圖
表7.6.3 ?榫頭尺寸的允許偏差(mm)
|
項目
|
A
|
B
|
C
|
|
允許偏差
|
0.0
-0.5
|
0.0
-0.5
|
±0.5
|
????一般項目
????1.鋁合金板厚度及允許偏差應符合其產品標準的要求。
????檢查數量:每一品種、規格的鋁合金板抽查5處。
????檢驗方法:用游標卡尺量測。
????鋁合金型材的規格尺寸及允許偏差應符合其產品標準的要求。
????檢查數量:每一品種、規格的鋁合金型材抽查5處。
????檢驗方法:用鋼尺和游標卡尺量測。
????2.鋁合金材料的表面外觀質量應符合現行國家標準《鋁合金建筑型材》GB5237.1、和《鋁合金建筑型材第2部分:陽極氧化、著色型材》GB5237.2等規定外,尚應符合下列規定:
????1)鋁合金材料表面不應有皺紋、裂紋、起皮、腐蝕斑點、氣泡、電灼傷、流痕、發粘以及膜(涂)層脫落等缺陷存在。
????2)鋁合金材料端邊或斷口處不應有分層、夾渣等缺陷。
????檢查數量:全數檢查。
????檢驗方法:觀察檢查。
????3.鋁合金零部件切割允許偏差應符合表7.2.2的規定。
????檢查數量:按切割面數檢查10%,且不應小于3個。
????檢查方法:卷尺、游標卡尺、分度頭檢查。
表7.2.2 ?切割的允許偏差
|
檢查項目
|
允許偏差
|
|
零部件的寬度、長度
|
±1.0mm
|
|
切割平面度
|
-30',且不大于0.3m
|
|
割紋深度
|
0.3mm
|
|
局部缺口深度
|
0.5mm
|
????4.邊緣加工允許偏差應符合表7.3.2的規定。
????檢查數量:按加工面數抽查10%,且不應少于3件。
????檢驗方法:觀察檢查和實測檢查。
表7.3.2 ?邊緣加工的允許偏差
|
檢查項目
|
允許偏差
|
|
零部件的寬度、長度
|
±1.0mm
|
|
加工邊直線度
|
L/3000,且不大于2.0m
|
|
相鄰兩邊夾角
|
±6'
|
|
加工面表面粗糟度
|
 ? ?
|
????注:L為加工邊邊長。
????5.螺栓球加工允許偏差應符合表7.4.3的規定。
????檢查數量:每種規格抽查10%,且不少于5個。
????檢驗方法:見表7.4.3。
表7.4.3 ?螺栓球加工的允許偏差
|
檢查項目
|
允許偏差
|
檢驗方法
|
|
圓度
|
d≤120mm
|
1.0mm
|
用卡尺和游標卡尺檢查
|
|
d>120mm
|
1.5mm
|
|
同一軸線上兩銑平面的平行度
|
d≤120mm
|
0.1mm
|
用百分表V形塊檢查
|
|
d>120mm
|
0.2mm
|
|
銑平面距球中心距離
|
±0.1 mm
|
用游標卡尺檢查
|
|
相≤鄰螺栓孔中心線夾角
|
±30'
|
用分度頭檢查
|
|
兩銑平面與螺栓孔軸線垂直度
|
0.005r
|
用百分表檢查
|
|
球,轂毛坯直徑
|
d≤120mm
|
+2.0mm
-0.5mm
|
用卡尺和游標卡尺檢查
|
|
d>120mm
|
+3.0mm
-1.0mm
|
????注:d為螺栓球直徑,r為螺栓球半徑。
????6.管桿件加工的允許偏差應符合表7.4.4的規定。
????檢查數量:每種規格抽查10%,且不少于5根。
????檢驗方法:見表7.4.4。
表7.4.4 ?管桿件加工的允許偏差(mm)
|
檢查項目
|
允許偏差
|
檢驗方法
|
|
長度
|
±.5
|
用鋼尺和百分表檢查
|
|
端面對管軸的垂直度
|
0.005r
|
用百分表V形塊檢查
|
|
管口曲線
|
0.5
|
用套模和游標卡尺檢查
|
????注:r為管桿半徑。
????7.轂加工的允許偏差應符合表7.4.5的規定。
????檢查數量:每種規格抽查10%,且不應少于5個。 ???檢查方法:見表7.4.5。
表7.4.5 ?轂加工的允許偏差
|
檢查項目
|
允許偏差
|
檢驗方法
|
|
轂的圓度
|
±0.005d
±1.0mm
|
用卡尺和游標卡尺檢查
|
|
嵌入圓孔對分布圓中心線的平行度
|
0.3mm
|
用百分表V形塊檢查
|
|
分布圓直徑允許偏差
|
±0.3mm
|
用卡尺和游標卡尺檢查
|
|
直槽對圓孔平行度允許偏差
|
0.2mm
|
用百分表V形塊檢查
|
|
嵌入槽夾角允許偏差
|
±0.3°
|
用分度頭檢查
|
|
端面跳動允許偏差
|
0.3mm
|
游標卡尺檢查
|
|
端面平行度允許偏差
|
0.5mm
|
用百分表V形塊檢查
|
????注:d為直徑。
????8.螺栓孔位的允許偏差為±0.5mm,孔距的允許偏差為±0.5mm,累計偏差為±1.0mm。
????檢查數量:按構件數量抽查10%,且不應少于3件。 ???檢驗方法:用鋼尺及游標卡尺配合檢查。
????鉚釘通孔尺寸偏差應符合現行國家標準《鉚釘用通孔》GB/T152.1的有關規定。
????檢查數量:按構件數量抽查10%,且不應少于3件。 ???檢驗方法:用游標卡尺或孔徑量規檢查。
????沉頭螺釘的沉孔尺寸偏差應符合現行國家標準《沉頭用沉孔》GB/T152.2的有關規定。
????檢查數量:按構件數量抽查10%,且不應少于3件。 ???檢驗方法:用游標卡尺或孔徑量規檢查。
????圓柱頭、螺栓沉孔的尺寸偏差應符合現行國家標準《圓柱頭用沉孔》GB/T152.3的有關規定。
????檢查數量:按構件數量抽查10%,且不應少于3件。 ???檢驗方法:用游標卡尺或孔徑量規檢查。
????螺絲孔的尺寸偏差應符合國家現行有關標準的規定及設計要求。
????檢查數量:按孔數量10%,且不應少于3個。 ???檢查方法:用游標卡尺或孔徑量規檢查。