鋼結構制作(安裝)焊接工程檢驗批質量驗收記錄填寫范例
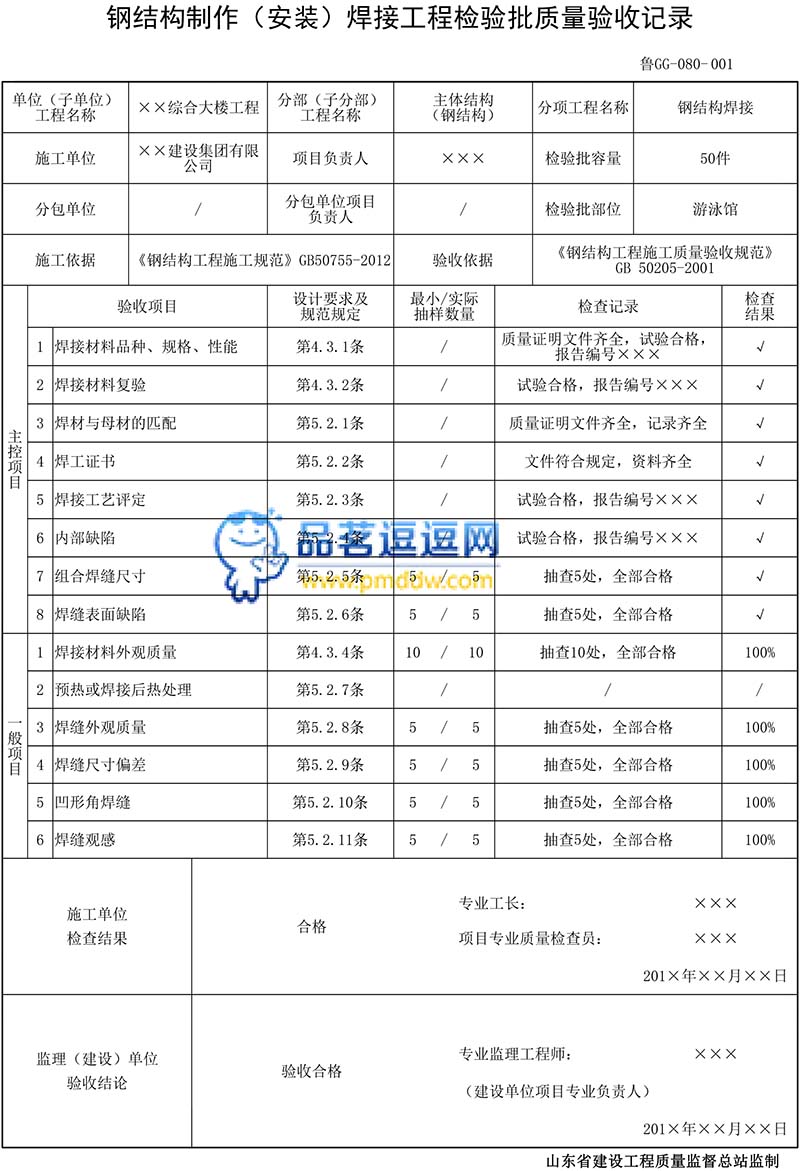
鋼結構制作(安裝)焊接工程檢驗批質量驗收記錄填寫說明
主控項目
1.焊接材料的品種、規格、性能等應符合現行國家產品標準和設計要求。
檢查數量:全數檢查。
檢驗方法:檢查焊接材料的質量合格證明文件、中文標志及檢驗報告等。
2.重要鋼結構采用的焊接材料應進行抽樣復驗,復驗結果應符合現行國家產品標準和設計要求。
檢查數量:全數檢查。
檢驗方法:檢查復驗報告。
3.焊條、焊絲、焊劑、電渣焊熔嘴等焊接材料與母材的匹配應符合設計要求及國家現行行業標準《建筑鋼結構焊接技術規程》JGJ81的規定。焊條、焊劑、藥芯焊絲、熔嘴等在使用前,應按其產品說明書及焊接工藝文件的規定進行烘焙和存放。
檢查數量:全數檢查。
檢驗方法:檢查質量證明書和烘焙記錄。
4.焊工必須經考試合格并取得合格證書。持證焊工必須在其考試合格項目及其認可范圍內施焊。
檢查數量:全數檢查。
檢驗方法:檢查焊工合格證及其認可范圍、有效期。
5.施工單位對其首次采用的鋼材、焊接材料、焊接方法、焊后熱處理等,應進行焊接工藝評定,并應根據評定報告確定焊接工藝。
檢查數量:全數檢查。
檢驗方法:檢查焊接工藝評定報告。
6.設計要求全焊透的一、二級焊縫應采用超聲波探傷進行內部缺陷的檢驗,超聲波探傷不能對缺陷作出判斷時,應采用射線探傷,其內部缺陷分級及探傷方法應符合現行國家標準《鋼焊縫手工超聲波探傷方法和探傷結果分級法》GB11345或《鋼熔化焊對接接頭射線照相和質量分級》GB3323的規定。
焊接球節點網架焊縫、螺栓球節點網架焊縫及圓管T、K、Y形節點相關線焊縫,其內部缺陷分級及探傷方法應分別符合國家現行標準《焊接球節點鋼網架焊縫超聲波探傷方法及質量分級法》JBJ/T3034.1、《螺栓球節點鋼網架焊縫超聲波探傷方法及質量分級法》JBJ/T3034.2、《建筑鋼結構焊接技術規程》JGJ81的規定。
一級、二級焊縫的質量等級及缺陷分級應符合表1-1的規定。
檢查數量:全數檢查。
檢驗方法:檢查超聲波或射線探傷記錄。
表1-1 ?一、二級焊縫質量等級及缺陷分級
|
焊縫質量等級
|
一級
|
二級
|
|
內部缺陷超聲波探傷
|
評定等級
|
Ⅱ
|
Ⅲ
|
|
檢驗等級
|
B級
|
B級
|
|
探傷比例
|
100%
|
20%
|
|
內部缺陷射線探傷
|
評定等級
|
Ⅱ
|
Ⅲ
|
|
檢驗等級
|
AB級
|
AB級
|
|
探傷比例
|
100%
|
20%
|
|
注:探傷比例的計數方法應按以下原則確定:
(1)對工廠制作焊縫,應按每條焊縫計算百分比,且探傷長度應不小于200mm,當焊縫長度不足200mm時,應對整條焊縫進行探傷;
(2)對現場安裝焊縫,應按同一類型、同一施焊條件的焊縫條數計算百分比,探傷長度應不小于200mm,并應不少于1條焊縫。
|
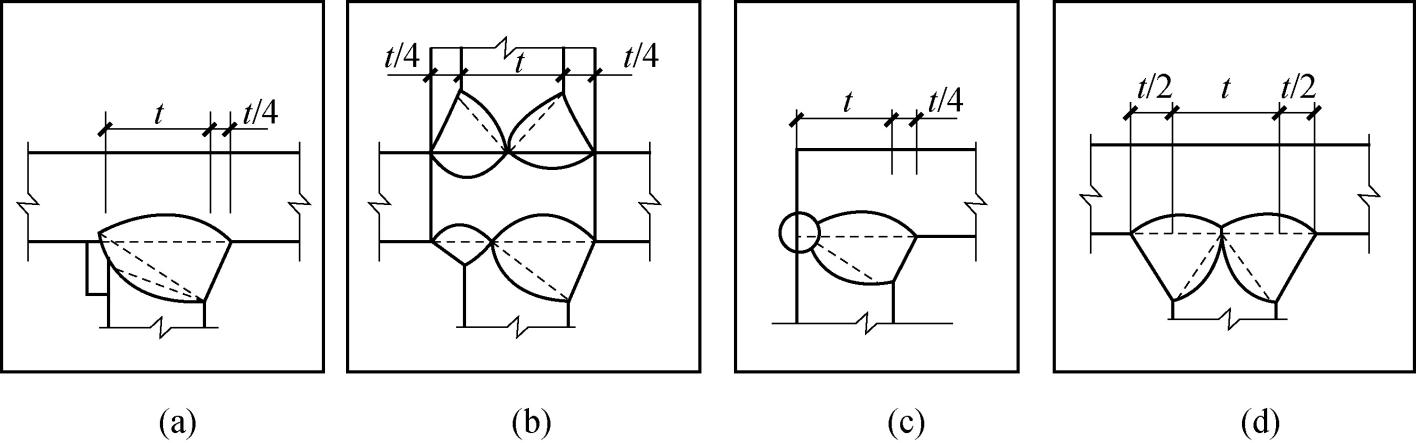
7.T形接頭、十字接頭、角接接頭等要求熔透的對接和角對接組合焊縫,其焊腳尺寸不應小于t/4(圖2-1a、b、c);設計有疲勞驗算要求的吊車梁或類似構件的腹板與上翼緣連接焊縫的焊腳尺寸為t/2(圖2-1d),且不應大于10mm。焊腳尺寸的允許偏差為0~4mm。
檢查數量:資料全數檢查;同類焊縫抽查10%,且不應少于3條。
檢驗方法:觀察檢查,用焊縫量規抽查測量。
 ?
?
圖2-1 ?焊腳尺寸
8.焊縫表面不得有裂紋、焊瘤等缺陷。一級、二級焊縫不得有表面氣孔、夾渣、弧坑裂紋、電弧擦傷等缺陷。且一級焊縫不得有咬邊、未焊滿、根部收縮等缺陷。
檢查數量:每批同類構件抽查10%,且不應少于3件;被抽查構件中,每一類型焊縫按條數抽查5%,且不應少于1條;每條檢查1處,總抽查數不應少于10處。
檢驗方法:觀察檢查或使用放大鏡、焊縫量規和鋼尺檢查,當存在疑義時,采用滲透或磁粉探傷檢查。
一般項目
1.焊條外觀不應有藥皮脫落、焊芯生銹等缺陷;焊劑不應受潮結塊。
檢查數量:按量抽查1%,且不應少于10包。
檢驗方法:觀察檢查。
2.對于需要進行焊前預熱或焊后熱處理的焊縫,其預熱溫度或后熱溫度應符合國家現行有關標準的規定或通過工藝試驗確定。預熱區在焊道兩側,每側寬度均應大于焊件厚度的1.5倍以上,且不應小于100mm;后熱處理應在焊后立即進行,保溫時間應根據板厚按每25mm板厚1h確定。
檢查數量:全數檢查。
檢驗方法:檢查預、焊后熱施工記錄和工藝試驗報告。
3.二級、三級焊縫外觀質量標準應符合《鋼結構工程施工質量驗收規范》GB50205-2001附錄A中表A.0.1的規定。三級對接焊縫應按二級焊縫標準進行外觀質量檢驗。
檢查數量:每批同類構件抽查10%,且不應少于3件;被抽查構件中,每一類型焊縫按條數抽查5%,且不應少于1條;每條檢查1處,總抽查數不應少于10處。
檢驗方法:觀察檢查或使用放大鏡、焊縫量規和鋼尺檢查。
4.焊縫尺寸允許偏差應符合《鋼結構工程施工質量驗收規范》GB50205-2001附錄A中表A.0.2的規定。
檢查數量:每批同類構件抽查10%,且不應少于3件;被抽查構件中,每種焊縫按條數各抽查5%,但不應少于1條;每條檢查1處,總抽查數不應少于10處。
檢驗方法:用焊縫量規檢查。
5.焊成凹形的角焊縫,焊縫金屬與母材間應平緩過渡;加工成凹形的角焊縫,不得在其表面留下切痕。
檢查數量:每批同類構件抽查10%,且不應少于3件。
檢驗方法:觀察檢查。
6.焊縫感觀應達到:外形均勻、成型較好,焊道與焊道、焊道與基本金屬間過渡較平滑,焊渣和飛濺物基本清除干凈。
檢查數量:每批同類構件抽查10%,且不應少于3件;被抽查構件中,每種焊縫按數量各抽查5%,總抽查處不應少于5處。
檢驗方法:觀察檢查。
?