壓型金屬板工程檢驗批質量驗收記錄填寫范例
壓型金屬板工程檢驗批質量驗收記錄填寫說明
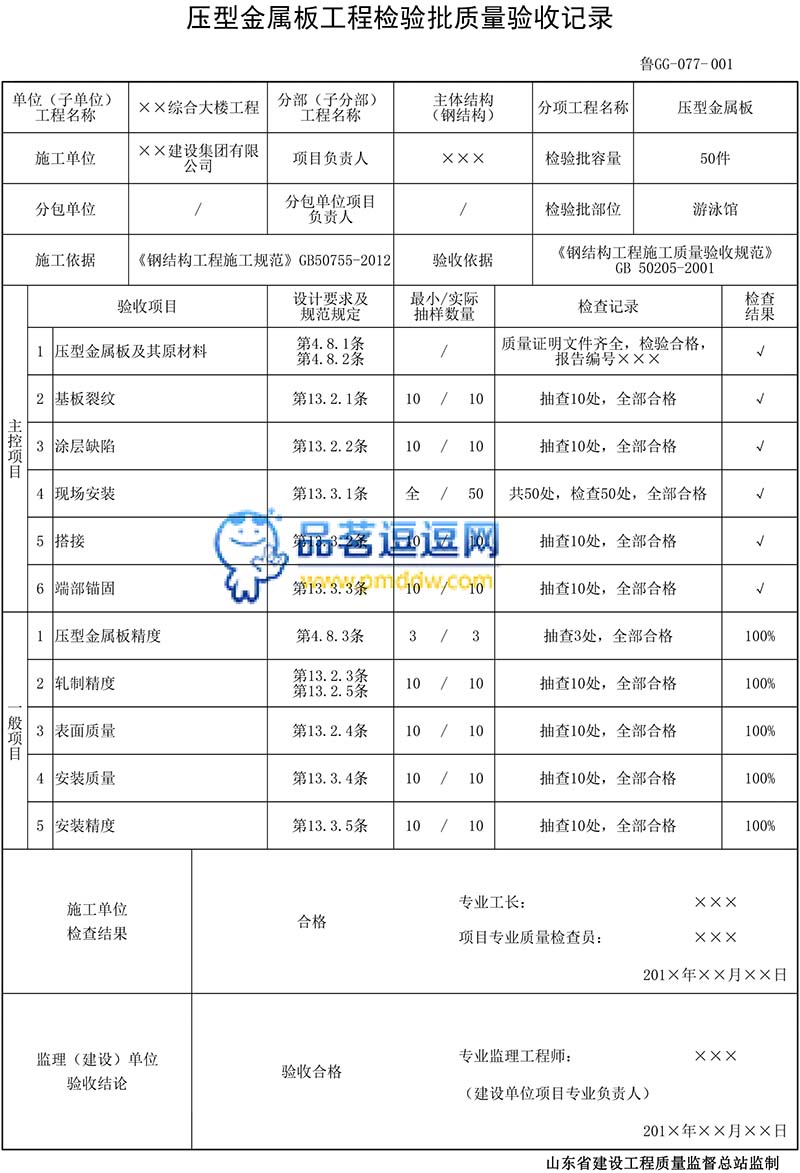
主控項目
1.金屬壓型板及制造金屬壓型板所采用的原材料,壓型金屬泛水板、包角板和零配件,其品種、規格、性能等應符合現行國家產品標準和設計要求。
檢查數量:全數檢查。
檢驗方法:檢查產品的質量合格證明文件、中文標志及檢驗報告等。
2.壓型金屬板成型后,其基板不應有裂紋。
檢查數量:按計件數抽查5%,且不應少于10件。
檢驗方法:觀察和用10倍放大鏡檢查。
3.有涂層、鍍層壓型金屬板成型后,涂、鍍層不應有肉眼可見的裂紋、剝落和擦痕等缺陷。
檢查數量:按計件數抽查5%,且不應少于10件。
檢驗方法:觀察檢查。
4.壓型金屬板、泛水板和包角板等應固定可靠、牢固,防腐涂料涂刷和密封材料敷設應完好,連接件數量、間距應符合設計要求和國家現行有關標準規定。
檢查數量:全數檢查。
檢驗方法:觀察檢查及尺量。
5.壓型金屬板應在支承構件上可靠搭接,搭接長度應符合設計要求,且不應小于表1-1所規定的數值。
檢查數量:按搭接部位總長度抽查10%,且不應少于10m。
檢驗方法:觀察和用鋼尺檢查。
表1-1 ?壓型金屬板在支承構件上的搭接長度(mm)
|
項 ?目
|
搭接長度
|
|
截面高度>70
|
375
|
|
截面高度≤70
|
屋面坡度<1/10
|
250
|
|
屋面坡度≥1/10
|
200
|
|
墻面
|
120
|
6.組合樓板中壓型鋼板與主體結構(梁)的錨固支承長度應符合設計要求,且不應小于50mm,端部錨固件連接應可靠,設置位置應符合設計要求。
檢查數量:沿連接縱向長度抽查10%,且不應少于10m。
檢驗方法:觀察和用鋼尺檢查。
一般項目
1.壓型金屬板的規格尺寸及允許偏差、表面質量、涂層質量等應符合設計要求和《電梯工程施工質量驗收規范》GB50310的規定。
檢查數量:每種規格抽查5%,且不應少于3件。
檢驗方法:觀察和用10倍放大鏡檢查及尺量。
2.壓型金屬板的尺寸允許偏差應符合表2-1的規定,施工現場制作的允許偏差應符合表2-2的規定。
檢查數量:按計件數抽查5%,且不應少于10件。
檢驗方法:用拉線和鋼尺、角尺檢查。
?
表2-1 ?壓型金屬板的尺寸允許偏差(mm)
|
項 ?目
|
允許偏差
|
|
波距
|
±2.0
|
|
波高
|
壓型鋼板
|
截面高度≤70
|
±1.5
|
|
截面高度>70
|
±2.0
|
|
側向彎曲
|
在測量長度l?1的范圍內
|
20.0
|
|
注:l?1為測量長度,指板長扣除兩端各0.5m后的實際長度(小于10m)或扣除后任選的10m長度。
|
表2-2 ?壓型金屬板施工現場制作的允許偏差(mm)
|
項 ?目
|
允許偏差
|
|
壓型金屬板的覆蓋寬度
|
截面高度≤70
|
+10.0,-2.0
|
|
截面高度>70
|
+6.0,-2.0
|
|
板長
|
±9.0
|
|
橫向剪切偏差
|
6.0
|
|
泛水板、包角板尺寸
|
板長
|
±6.0
|
|
折彎面寬度
|
±3.0
|
|
折彎面夾角
|
2°
|
3.壓型金屬板成型后,表面應干凈,不應有明顯凹凸和皺褶。
檢查數量:按計件數抽查5%,且不應少于10件。
檢驗方法:觀察檢查。
4.壓型金屬板安裝應平整、順直,板面不應有施工殘留物和污物。檐口和墻面下端應呈直線,不應有未經處理的錯鉆孔洞。
檢查數量:按面積抽查10%,且不應少于10m2。
檢驗方法:觀察檢查。
5.壓型金屬板安裝的允許偏差應符合表3-1的規定。
檢查數量:檐口與屋脊的平行度:按長度抽查10%,且不應少于10m。其他項目:每20m長度應抽查1處,不應少于2處。
檢驗方法:用拉線、吊線和鋼尺檢查。
表3-1 ?壓型金屬板安裝的允許偏差(mm)
|
項 ?目
|
允許偏差
|
|
屋面
|
檐口與屋脊的平行度
|
12.0
|
|
壓型金屬板波紋線對屋脊的垂直度
|
L/800,且不應大于25.0
|
|
檐口相鄰兩塊壓型金屬板端部錯位
|
6.0
|
|
壓型金屬板卷邊板件最大波浪高
|
4.0
|
|
墻面
|
墻板波紋線的垂直度
|
H/800,且不應大于25.0
|
|
墻板包角板的垂直度
|
H/800,且不應大于25.0
|
|
相鄰兩塊壓型金屬板的下端錯位
|
6.0
|
|
注:1 ?L為屋面半坡或單坡長度;
2 ?H為墻面高度。
|
?